JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Nivellering af metalplader er et kritisk trin i moderne metalfremstilling. Før enhver skæring, bukning, svejsning eller stempling kan levere ensartede resultater, skal råmaterialet være ægte fladt - ikke kun visuelt fladt, men spændingsfrit og formstabilt. Valg af den forkerte nivelleringsmetode fører til afviste dele, omarbejdning og nedstrøms procesfejl. Denne vejledning dækker alle større pladenivelleringsmetoder, forklarer fysikken bag hver og giver dig en praktisk ramme for at vælge den rigtige tilgang baseret på dine krav til materiale, volumen og præcision.
Hvorfor metalplader kræver nivellering
Metalplader forlader møllen i spoleform. Under oprulningen strækkes den ydre overflade, mens den indre overflade komprimeres, hvilket låser modsatte spændinger ind i materialets kornstruktur. Når servicecentre ruller ud, retter og skærer pladen til i længden, forsvinder disse spændinger ikke helt - de forbliver fanget inde i, hvad der ser ud til at være et fladt stykke metal.
Problemet bliver synligt i det øjeblik en termisk skæreproces som laser- eller plasmaskæring påføres. Varme frigiver de låste spændinger, og dele deformeres, bøjer eller udvikler kant- og centerbølger. Den samme forvrængning opstår efter udstansning eller finblanking. Selv mekanisk udskårne dele udviser restspænding, der forvrænger geometrien under efterfølgende formning eller svejsning.
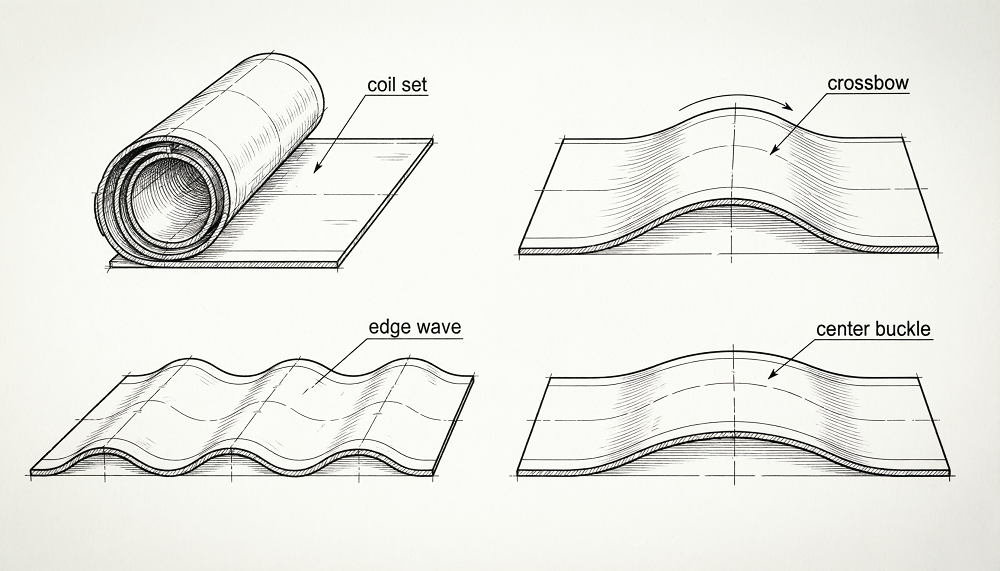
De almindelige planhedsfejl, som nivellering skal afhjælpe, omfatter:
- Spole sæt: en langsgående bue, der følger opviklingsretningen, mest alvorlig mod spolekernen.
- Armbrøst: en tværgående bue vinkelret på rulleretningen, med midten hævet over kanterne.
- Kantbølge: bølgede kanter forårsaget af trykspænding i kantzonerne i forhold til midten.
- Midterspænde: lokaliseret bukning i midten af arket, hvor midten er længere end kanterne.
- Twist: diagonal forvrængning på tværs af delens overflade, ofte introduceret under asymmetrisk skæring eller håndtering.
Hver defekttype har en forskellig stressprofil og reagerer derfor forskelligt på hver nivelleringsmetode. Forståelse standarder for planhed af plader Før du vælger en nivelleringsproces, kan du definere et målbart acceptkriterium og undgå tvister ved idriftsættelse.
Hammer og Flamme nivellering
Hammernivellering er den ældste pladenivelleringsmetode og er fortsat i brug i dag til specifikke situationer, hvor maskinnivellering er upraktisk. En erfaren operatør slår arket med en hammer i et bevidst mønster, strækker komprimerede zoner og aflaster lokale spændingskoncentrationer. Flammeudjævning fungerer efter et relateret princip: en fakkel opvarmer et lokaliseret område, hvilket forårsager termisk ekspansion; efterhånden som zonen afkøles og trækker sig sammen, trækker den omgivende materiale mod det opvarmede punkt, hvilket korrigerer lokal bøjning.
Begge metoder kræver betydelig dygtighed. Resultater afhænger direkte af operatørens evne til at læse delen, bedømme spændingsfordelingen og anvende den rigtige energi i den rigtige rækkefølge. Ikke to operatører producerer identiske resultater, og ingen enkelt del kan gengives med sikkerhed. Et enkelt stykke kan tage alt fra 30 minutter til flere timer at udjævne, afhængigt af sværhedsgraden af forvrængning og delens kompleksitet.

Når hammer og flamme nivellering giver mening
- Allerede monterede strukturer eller svejsninger, der ikke kan passere gennem en rullemaskine.
- Meget små produktionsmængder, hvor maskinopsætningsomkostninger ikke er berettigede.
- Specialformede eller uregelmæssige dele, som maskinstyrene ikke kan rumme.
- Korrektion på stedet af færdige komponenter, hvor dimensionstolerancen er moderat.
Til produktionsmiljøer, hvor gennemløb, repeterbarhed eller præcisionstolerancer har betydning, er hammer- og flammeudjævning uegnet. Den menneskelige faktor gør det umuligt at garantere ensartede resultater på tværs af en batch.
Tryk og udretning Tryknivellering
En udretningspresse understøtter pladen eller pladen i to punkter og påfører en formningsmatrice for at presse materialet fladt mellem disse støttepunkter. Processen retter sig mod specifikke steder på den del, hvor forvrængning er koncentreret. Der kræves typisk flere pressecyklusser, før delen når acceptabel fladhed, da hvert trykslag korrigerer et område, mens det potentielt indfører spænding i tilstødende zoner.
Nogle fabrikanter bruger kantpresser som improviserede nivelleringsanordninger, som er levedygtige til at korrigere en enkelt synlig deformation, men ikke adresserer distribueret indre belastning. En dedikeret udretningspresse giver bedre kontrol end en kantpresse, der er genbrugt til nivellering, men kan stadig ikke matche gennemløbet eller afspændingsdybden af et rullebaseret system.
Det kræver typisk at nivellere et enkelt stykke på en glattepresse op til 60 minutter og kræver en dygtig specialist til at fortolke delens adfærd mellem slagene. Metoden bliver mere praktisk til plader tykkere end 50 mm, hvor rulleudjævnere kan mangle den mekaniske kapacitet, og til lavvolumenproduktion, hvor en maskininvestering ikke er berettiget.
Begrænsninger at overveje
- Kan ikke adressere distribueret indre spænding - kun synlige geometriske defekter på diskrete punkter.
- Risiko for tilbagespring kræver gentagne pressecyklusser og forlængede cyklustider.
- Stoler i høj grad på operatørens dømmekraft, hvilket gør repeterbarheden mellem operatører variabel.
- Ikke egnet til tynde plader — høj lokal belastningskoncentration risikerer overfladeskader eller permanent mærkning.
Rullenivellering: Fra simple glattejern til præcisionssystemer
Rullenivellering er den mest udbredte industrielle pladenivelleringsmetode. Arket passerer gennem en række forskudte ruller, der udsætter det for skiftende bøjninger med progressivt aftagende amplitude. Denne gentagne elastisk-plastiske deformation omfordeler indre spændinger på tværs af tværsnittet og driver materialet mod en ensartet, spændingsaflastet flad tilstand.
Den grundlæggende fysik følger en aftagende sinusbølge: indgangsenden anvender den største bøjningsforskydning, og hvert successivt rullepar reducerer forskydningen, indtil materialet kommer ud i en næsten neutral spændingstilstand. Effektiviteten af processen afhænger af tre indbyrdes forbundne variable: rullediameter, rullestigning (center-til-center-afstand) og pressedybde (penetration) .
Simple rulleudjævnere (glattejern)
Simple glattejern bruger minimum syv ruller med relativt store diametre og store mellemrum. De håndterer tykkere plader og et begrænset tykkelsesområde. Da valserne ikke understøttes aktivt mod afbøjning under belastning, bøjer de sig under tryk, hvilket giver ujævn bøjning på tværs af arkbredden. Fladhedsresultater er tilstrækkelige til generelle strukturelle applikationer, men utilstrækkelige til præcisionsfremstilling. Der kræves ofte flere gennemløb gennem maskinen, og processen afhænger stadig af operatørens erfaring for at indstille rullerne korrekt.
Præcisions multi-roller levelers
Præcisionsnivellering tilføjer mellem- og støtteruller bag arbejdsrullerne for at forhindre afbøjning under belastning. Dette muliggør mindre arbejdsrullediametre og snævrere stigning, hvilket øger antallet af bukkecyklusser pr. pladelængdeenhed og forbedrer maskinens evne til at korrigere kortbølgedefekter såsom kantbølger og centerspænder. Præcisionssystemer kan opnå planhedsværdier på 0,1 mm/m eller bedre — et krav om savklinger, præcisionsprægningskomponenter og fintolerancepladekonstruktioner.
Sammenlignet med manuelle metoder reducerer rullenivellering cyklustiden dramatisk. En del, der kræver 10 minutters trykbremse- eller hammernivellering i hånden, kan behandles på under et minut på en præcisionsrulleudjævning, hvilket oversætter til målbare omkostningsreduktioner ved store mængder operationer.
Rullemaskine (tre-valse systemer)
Den enkleste rullebaserede konfiguration bruger tre forskudte ruller. Arket bøjes rundt om rullerne, når det passerer igennem, og processen gentages, indtil fladheden er acceptabel. Denne fremgangsmåde er kun effektiv for dele med simple, ensartede fladhedsfejl. Det adresserer ikke intern stress og kræver flere gentagelser for ethvert materiale med betydelig forvrængning. Den er bedst egnet til værksteder, der håndterer lette bøjningskorrigeringer ved lav volumen.
Spændingsudjævning
Spændingsudjævning strækker pladen i længderetningen ved at trække den mellem to spændingsruller, indtil den påførte spænding overstiger materialets flydespænding. Da arket giver ensartet efter på tværs af dets tværsnit, kollapser spændingsforskellen mellem tidligere komprimerede og spændte zoner, og materialet kommer ud i en flad tilstand med lav restspænding.
Mange industrielle spændingsnivelleringssystemer kombinerer valsebøjning med spænding i en hybrid tilgang: Arket passerer først gennem bukkevalser for at omfordele grovspænding, derefter undergår spænding for at opnå endelig fladhed og tykkelsesensartethed. Denne kombination er særlig effektiv til højstyrkestål og meget tynde materialer, hvor systemer med kun ruller har svært ved at påføre tilstrækkelig bøjning uden skader på overfladen.
Bedste applikationer til spændingsudjævning
- Meget tynd plade og folie, hvor små rullediametre stadig markerer overfladen.
- Højstyrke stålkvaliteter med udbytte-til-træk-forhold tæt på 1,0, som er svære at bøje uden overbelastning.
- Spolebehandlingslinjer, hvor materialet kører kontinuerligt og spændingskontrol allerede er en del af linjearkitekturen.
- Anvendelser, hvor ensartet tykkelse over hele bredden er lige så kritisk som fladhed.
Ulempen er kompleksitet og kapitalomkostninger. Spændingsnivellering kræver præcis kontrol af spændingsrullerne og omhyggelig kalibrering for at undgå at indføre ny længdespænding fra ujævnt træk. Det er mindre praktisk til del-for-del nivellering efter skæring og bruges primært i spolebehandlingsmiljøer.
Varmvalsende og koldvalsende nivellering
Koldvalsende nivellering passerer pladen gennem ruller ved eller nær stuetemperatur, idet der påføres et højt tryk, der deformerer materialet plastisk. Denne metode korrigerer ikke kun planhed, men forbedrer overfladefinish og øger de mekaniske egenskaber - hårdhed og trækstyrke stiger begge på grund af arbejdshærdning. Det er passende, når overfladekvalitet er et primært krav, såsom til automotive karosseripladeemner eller præcisionstekniske substrater. Begrænsningen er, at koldvalsning er begrænset til tyndere spor; meget tykke plader kræver for stor kraft, og arbejdshærdningseffekten kan reducere duktiliteten til det punkt, hvor nedstrømsformningen påvirkes.
Varmvalsende nivellering opvarmer pladen til over dets omkrystallisationstemperatur, før den føres gennem nivelleringsvalserne. Forhøjet temperatur reducerer flydespændingen og øger duktiliteten, hvilket gør tykke plader meget lettere at deformere. Varmen fremskynder også stressaflastning. Denne tilgang er standard i primær stålforarbejdning og pladeproduktion i skibsbygningskvalitet. Energiomkostningerne ved opvarmning er den primære driftsmæssige ulempe, og termisk behandling kan ændre materialets mikrostruktur på måder, der kræver efter-proces verifikation til specifikationsfølsomme applikationer.
Hydraulisk præcisionsnivellering: Den moderne industrielle standard
Hydraulisk præcisionsnivellering repræsenterer den nuværende state of the art inden for pladenivellering til produktionsmiljøer. I modsætning til mekaniske rulleudjævnere, hvor trykkraften fikseres ved skruejustering, en hydraulisk nivelleringsmaskine bruger hydrauliske cylindre med lukket sløjfe til at styre pressekraften og rullespalten dynamisk over hele arkets bredde. Dette gør det muligt for systemet at opretholde ensartet bøjningsenergi, selv når materialetykkelse, flydespænding eller temperatur varierer inden for en produktionsbatch.

Arbejdsprincippet forbliver vekslende elastisk-plastikbøjning, men præcisionen af det hydrauliske drev låser op for muligheder, som mekaniske systemer ikke kan matche:
- Bredt materialesortiment: hydrauliske systemer kan behandle materialer fra 0,1 mm ultratynd kobberfolie til 60 mm speciallegeret tyk plade inden for en enkelt maskinfamilie, og skifte mellem dem via lagrede opskrifter.
- Aktiv kronekontrol: Støtterullerne bag arbejdsrullerne er hydraulisk justeret zone for zone, hvilket kompenserer for rulleafbøjning under belastning og sikrer ensartet bøjning på tværs af brede plader - afgørende for at eliminere kantbølger og centerspænder samtidigt.
- Gentagelig opskriftsbaseret operation: materialespecifikke parametre (kraft, penetration, hastighed) gemmes og genkaldes automatisk, hvilket eliminerer operatørafhængig opsætningsvariation på tværs af skift.
- Håndtering af perforeret og varmebehandlet materiale: avanceret zone-for-zone rulletrykkontrol muliggør selektiv forlængelse over hele bredden, hvilket gør det muligt at udjævne materialer, der overvinder enklere systemer - perforerede plader, eftervarmebehandlede emner og højtrækstyrkeplade.
Nøgledifferentieringen mellem hydrauliske nivelleringskonstruktioner ligger i kontrolarkitekturen. Kontrol af hydraulisk tryk alene svarer ikke til lukket sløjfekontrol af rulleposition eller cylinderkraft. Position og kraftfeedback - via lineære skalaer og vejeceller - er det, der muliggør daglig repeterbarhed i lyset af olietemperaturdrift, ventilresponsvariation og gradvis komponentslid. Maskiner, der er afhængige af trykstyring alene, vil kun producere konsistente resultater inden for et snævert driftsområde.
Til bulkproduktionsoperationer i bilkomponenter, præcisionsplader, elevatordele, savklinger og elektroniske kabinetter er hydraulisk præcisionsnivellering metoden, der gør fladhedsgarantier på produktionsniveau opnåelige og verificerbare. Udforsk hele udvalget af industriapplikationer hvor præcisionsnivellering leverer målbar procesforbedring.
Båre nivellering
Bårnivellering bruger hydrauliske klemmer til at gribe arket i begge ender og trække det i flere retninger samtidigt, indtil de indre spændinger udlignes gennem ensartet eftergivelse over hele tværsnittet. I modsætning til spændingsnivellering i spolebehandlingslinjer, fungerer bårenivellering på individuelle udskårne plader eller plader og er designet til materialer, hvor både langsgående og tværgående spændingsgradienter skal korrigeres i en enkelt operation.
Metoden opnår fremragende fladhed og restspændingsaflastning, men er langsommere end kontinuerlig valse- eller spændingsnivellering og er bedst egnet til højværdi, lavvolumen applikationer såsom rumfartsplader, tykke strukturelle emner eller speciallegeringsplader, hvor delomkostninger retfærdiggør den længere cyklustid. Det kræver omhyggelig kalibrering: utilstrækkelig strækning efterlader resterende stress; overdreven strækning ændrer permanent dimensioner og mekaniske egenskaber.
Sådan vælger du den rigtige nivelleringsmetode for plademetal
Den korrekte nivelleringsmetode bestemmes af en kombination af materialeegenskaber, produktionsvolumen, krav til planhed og emnegeometri. Følgende tabel opsummerer de vigtigste udvælgelseskriterier på tværs af alle større metoder.
| Metode | Tykkelsesområde | Volumen egnethed | Fladhed kvalitet | Stress lindring | Typisk brugstilfælde |
|---|---|---|---|---|---|
| Hammer / Flamme | Enhver | 1-5 stk | Lav / Variabel | Delvis (kun lokalt) | Svejsninger, reparation på stedet |
| Rettepresse | > 50 mm typisk | Lille parti | Moderat | Delvis (punktkorrektion) | Tyk plade, synlig deformation |
| Simpel rulleplan | Mellem-tyk | Medium | Moderat | Begrænset | Generel konstruktionsplade |
| Præcisionsrulleudjævner | Tynd-medium | Høj | Høj (≤ 0.5 mm/m) | Godt | Stempling, forberedelse til laserskæring |
| Spændingsudjævning | Meget tynd - høj styrke | Høj (coil line) | Meget høj | Fremragende | AHSS, folie, spolebehandling |
| Koldrullende nivellering | Tynd | Høj | Meget høj | Godt | Automotive karrosseripaneler, præcisionsdele |
| Varmrullende nivellering | Tyk tallerken | Høj (mill-scale) | Moderat–high | Godt | Konstruktionsstål, skibsbygningsplade |
| Hydraulisk præcisionsnivellering | 0,1 mm – 60 mm | Høj | Meget høj (≤ 0.1 mm/m) | Fremragende | Præcisionsfabrikat, produktion af blandede materialer |
| Båre nivellering | Mellem-tyk | Lav-medium | Meget høj | Fremragende | Luftfartsplade, speciallegeringer |
Praktisk udvælgelseslogik
Start med dit materiale. Hvis du behandler en bred vifte af legeringer og tykkelser i et enkelt anlæg, er hydraulisk præcisionsnivellering den eneste metode, der håndterer hele spektret med receptbaseret konsistens. Hvis din operation er begrænset til en enkelt materialefamilie ved høj volumen, kan en præcisionsrulleudjævner optimeret til det pågældende vindue være mere omkostningseffektiv. For meget tynd folie eller avanceret højstyrkestål i en kontinuerlig spolelinje giver spændingsudjævning de mest ensartede resultater. Til lejlighedsvise tykke pladekorrektioner eller svejsebearbejdning er en presse eller en glattepresse det praktiske valg.
Overvej derefter dine downstream-processer. Hvis det udjævnede ark bliver laserskåret, betyder restspændingsniveauet efter nivellering lige så meget som geometrisk fladhed - termisk skæring vil frigive den resterende spænding. Hvis det vil blive præcisionsstemplet eller formet, er fladhedsensartethed over bredden det dominerende krav. Definition af downstream-følsomheden før valg af metode sikrer, at nivelleringstrinnet rent faktisk løser problemet i stedet for blot at flytte det.
For en dybere sammenligning af teknikker og udstyrskonfigurationer, guiden vedr metal nivelleringsteknikker dækker yderligere detaljer på værktøjsniveau for hver tilgang.
Integrering af nivellering i en komplet produktionslinje
I moderne metalpladefremstilling fungerer nivellering sjældent som et isoleret trin. Det højeste afkast på nivelleringsinvesteringen kommer, når nivelleringsmaskinen er integreret i en tilsluttet produktionslinje - knyttet til decoileren opstrøms, skære- eller stemplingssystemet nedstrøms og et centralt datasystem, der logger materialeparametre, kraftindstillinger og planhedsresultater for sporbarhed.
Opskriftsbaseret materialehåndtering er den praktiske mekanisme: Når materiale-ID'et ændres, ændres nivelleringsprogrammet automatisk, hvilket eliminerer manuel opsætningstid og risikoen for at køre de forkerte parametre på en ny legering eller tykkelse. Nedstrøms inspektionsfeedback - hvor et fladhedsmålingsresultat bruges til at forfine den næste nivelleringscyklus - lukker sløjfen og muliggør kontinuerlig forbedring uden operatørens indgriben.
Uanset den valgte nivelleringsmetode skal overfladens integritet overvåges sammen med planheden. Valsemærkning, opsamling fra forurenede valser og mikroridser på følsomme legeringer såsom aluminium eller kobber er afvisningsårsager, der opstår efter nivellering, ikke under den. Vedligeholdelsesdisciplin - rullerengøring, olierenhed, sensorkalibrering og periodisk geometriverifikation - er den operationelle praksis, der holder udjævningsresultaterne konsistente over tid.
For producenter, der vurderer hydrauliske præcisionsnivelleringsløsninger til integration i deres produktionslinjer, er applikationsoversigt giver konfigurationsvejledning efter industri og materialetype.









